超聲波N95/KN95口罩封邊機(jī)說(shuō)明書(shū)
一、產(chǎn)品參數(shù):
|
型號(hào) |
超聲波N95/KN95口罩封邊機(jī) |
|
操控方式 Touch screen |
腳踏式 |
|
工作頻率(KHz) Frep. |
20 |
|
超聲功率(W)Uitrasonic Power |
2000 |
|
功率可調(diào)(%)Power Range |
自動(dòng)調(diào)整 |
|
焊頭尺寸mm |
160*175*55 |
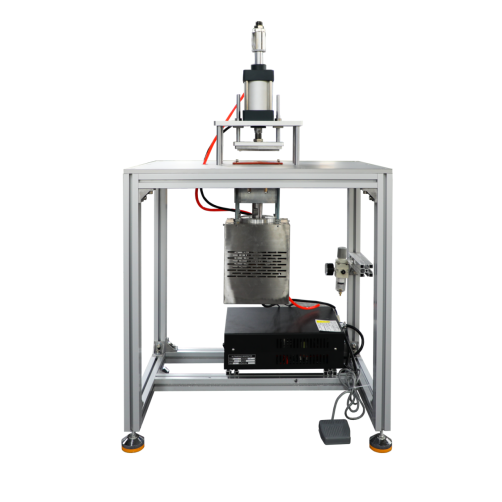
二、結(jié)構(gòu)圖:

圖1
三、發(fā)生器菜單說(shuō)明
開(kāi)機(jī)顯示工作界面(圖2)。

|
|
1、工作界面(圖2):
(1)標(biāo)準(zhǔn):顯示當(dāng)前選中工作模式。
(2)時(shí)間模式:是顯示當(dāng)前選中超聲的超聲方式。
(3)正常:表示當(dāng)前機(jī)器狀態(tài)(正常/急停/請(qǐng)搜頻/故障狀態(tài)等)。
(4)頻率:顯示當(dāng)前頻率。
(5) 功率:顯示當(dāng)前工作時(shí)瞬間功率值。
(6) 延時(shí)時(shí)間:顯示發(fā)超聲前延時(shí)時(shí)間。
(7) 工作時(shí)間:顯示發(fā)超聲時(shí)長(zhǎng)。
(8) 保壓時(shí)間:顯示發(fā)完超聲后,保持時(shí)間。
(9) 能量:最小能量,最大能量(可以點(diǎn)擊設(shè)置0-10000J),用于判斷本次操作良品條件之一。
(10) 時(shí)間:最小時(shí)間,最大時(shí)間(可以點(diǎn)擊設(shè)置0.01-9.99S),用于判斷本次操作良品條件之一。
(11)良品數(shù):統(tǒng)計(jì)操作多少符合設(shè)置條件數(shù)目。
(12)不良品數(shù):統(tǒng)計(jì)操作多少不符合設(shè)置條件數(shù)目。
(13)振幅:設(shè)置并顯示當(dāng)前超聲工作功率百分比。
(14)復(fù)位鍵:發(fā)生故障報(bào)警時(shí),需要按此鍵復(fù)位一次,以保證機(jī)器能正常工作。
(15)返回鍵:返回主菜單界面(圖3) 。

2、調(diào)試界面(圖4)

(1)正常:表示當(dāng)前機(jī)器狀態(tài)。
(2)頻率:顯示當(dāng)前頻率。
(3) 延時(shí)時(shí)間:設(shè)定當(dāng)前延時(shí)時(shí)間(0-99.99S)。
(4) 超聲時(shí)間:設(shè)定當(dāng)前超聲時(shí)間(0-9.99S)。
(5) 固化時(shí)間:也叫保壓時(shí)間,設(shè)定當(dāng)前超聲時(shí)間(0-99.99S)。
(6) 搜頻步階:決定搜頻速度,(1-100),數(shù)值越大,搜頻速度就越快,但相對(duì)搜頻精度偏差大。
(7) 調(diào)整頻率:工作時(shí)自動(dòng)跟蹤速度(0-50),值越小,調(diào)整速率越快。
(8) 工作振幅:當(dāng)前工作振幅。
(9) 頻率搜索:點(diǎn)動(dòng)一次,手動(dòng)搜頻一次。
(10)調(diào)模:點(diǎn)動(dòng)一次,在DB25輸出端口中第7腳接通電磁閥,手動(dòng)控制氣缸壓下,再點(diǎn)動(dòng)一次,電磁閥斷電,氣缸提起。
(11)超聲測(cè)試:長(zhǎng)按連續(xù),松開(kāi)停止工作。
(12)返回:返回菜單界面。
3、設(shè)置界面
第一頁(yè)(圖5)
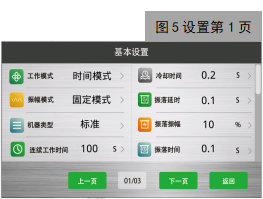
(1) 工作模式:選擇設(shè)定機(jī)器工作計(jì)算方式;
時(shí)間模式→超聲工作時(shí)長(zhǎng)根據(jù)時(shí)間決定;
能量模式→超聲工作時(shí)長(zhǎng)根據(jù)能量決定;
連續(xù)工作→超聲一直發(fā)超聲;
接地模式→保留。
(2) 振幅模式:工作強(qiáng)度選擇控制方式;
固定模式→按固定功率執(zhí)行;
模擬量→根據(jù)輸入0-10V電壓轉(zhuǎn)換對(duì)就0-100%功率;
分階模式→把一次超聲輸出由A、B段共同來(lái)完成,具體A、B段設(shè)定在設(shè)置界面第二頁(yè)。
機(jī)器類型:機(jī)器基本控制方式(暫時(shí)不設(shè)定默認(rèn)為標(biāo)準(zhǔn));標(biāo)準(zhǔn)→標(biāo)準(zhǔn)操作方式;PLC→遠(yuǎn)程控制方式。
冷卻時(shí)間:每次完成一次工作以后,要暫停的時(shí)間(0-99.99s)。
(3) 連續(xù)工作時(shí)間:連續(xù)模式下超聲工作時(shí)間設(shè)定。
(4) 振落延時(shí):在執(zhí)行完固化時(shí)間后,二次發(fā)超聲延時(shí)(0-9.99s)。
(5) 振落振幅:二次發(fā)超聲強(qiáng)度。
(6) 振落時(shí)間:二次發(fā)超聲工作時(shí)間(0-9.99s)。
第二頁(yè)(圖6)

(9) A段振幅:分階模式中A段振幅強(qiáng)度。
(10) B段振幅:分階模式中B段振幅強(qiáng)度。
(11) A段超聲時(shí)間:時(shí)間模式中分階模式中A段工作時(shí)間(0.01-9.99s)。
(12) B段超聲時(shí)間:時(shí)間模式中分階模式中B段工作時(shí)間(0.01-9.99s)。
(13) A段能量:能量模式中分階模式中A段工作能量(1-10000)。
(14) B段能量:能量模式中分階模式中B段工作能量(1-10000)。
(15) 分段延時(shí):預(yù)留功能。
(16) A段占比:預(yù)留功能。
第三頁(yè)(圖7)
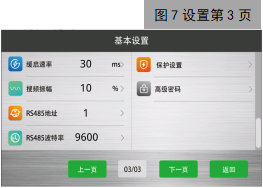
(17) 緩啟速率:控制發(fā)超聲工作的變化速率(0-200ms)。
(18) 搜頻振幅:頻率搜索強(qiáng)度。
(19) RS485地址:設(shè)定本機(jī)RS485地址(1-99)。
(20) RS485波特率:設(shè)定本機(jī)RS485波特率(4800、9600、115200)。
(21) 保護(hù)設(shè)置:占擊空白可以進(jìn)入保護(hù)設(shè)置界面。
(22) 高級(jí)密碼:輸入對(duì)應(yīng)密碼(123456),進(jìn)入功能設(shè)置界面(圖8)。
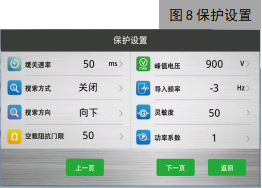
4、保護(hù)設(shè)置
(1) 緩關(guān)速率:發(fā)完超聲后,超聲緩關(guān)速率(0-200)。
(2) 搜索方式:設(shè)定本機(jī)自動(dòng)搜頻方式。
關(guān)閉:關(guān)閉自動(dòng)搜頻功能。
開(kāi)機(jī):開(kāi)機(jī)搜頻一次。
(1/2/4/6/8)分鐘:空閑時(shí),每隔多少分鐘自動(dòng)搜一次。
(3) 搜索方向:頻率搜索方向(目前只有向下方向,其它不起作用),向下/向上/雙向。
(4) 空載阻抗門限:預(yù)留功能。
(5)峰值電壓: 工作輸出時(shí),限定最高輸出電壓(700-2500)。
(6) 導(dǎo)入頻率:超聲啟動(dòng)時(shí),預(yù)導(dǎo)入頻率值(-100-100)。
(7) 靈敏度:發(fā)生過(guò)載或者輸出電壓過(guò)高時(shí),檢測(cè)比靈敏度值大次數(shù)超過(guò)上限,來(lái)斷定超過(guò)上限,發(fā)生故障。如果容易發(fā)生誤判,可以調(diào)大此值(0-100)。
(8) 功率系數(shù):當(dāng)工作時(shí)輸出跟實(shí)際不一致或者相差比較,通過(guò)調(diào)此值來(lái)校對(duì)(0.1-9.9)。
5、功能設(shè)置(圖9)
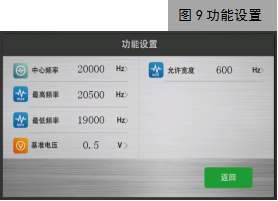
(1) 中心頻率:允許機(jī)器工作的頻率中心,保護(hù)振頭超過(guò)允許范圍。
(2) 最高頻率:最高允許工作頻率。
(3) 最低頻率:最低允許工作頻率。
(4) 基準(zhǔn)電壓:一般不進(jìn)行設(shè)置。
(5) 允許寬度:以中心頻率為基準(zhǔn),最大允許工作頻率正負(fù)范圍,一般不進(jìn)行設(shè)置。
(6)數(shù)據(jù)統(tǒng)計(jì),記錄最近100次的工作狀態(tài),時(shí)間,頻率和能量。(圖10)
(7)告警消息記錄(圖11)
四、使用注意事項(xiàng)
1、確認(rèn)電源電壓是否符合本機(jī)工作額定電壓,超聲波電源工作電壓一般為AC220V,如接錯(cuò)輸入電壓會(huì)出現(xiàn)損壞配件導(dǎo)致超聲波電源無(wú)法正常工作。
2、注意檢查超聲波電源與震子的頻率值是否一致,避免出現(xiàn)損壞超聲波電源、震子或調(diào)試異常情況。
3、請(qǐng)將超聲波電源放置于通風(fēng)干燥處。
4、安裝時(shí),超聲波電源左、右部及后部距離遮擋物應(yīng)大于10cm,以利于散熱。
5、安裝時(shí),超聲波電源保護(hù)地線必須保證良好接地,以免發(fā)生意外觸電危險(xiǎn)。
6、嚴(yán)禁濕手操作超聲波電源,以防觸電。
五、常見(jiàn)問(wèn)題及解決方法
超聲波聯(lián)機(jī)調(diào)試中時(shí)常出現(xiàn)以下幾種情況:
1、熔接過(guò)度
這種情況一般調(diào)小振幅即可解決。
2、焊不牢
這種情況一是上下模之間預(yù)留縫隙過(guò)大,振幅不能使其充分熔接,解決方法為調(diào)小上下模預(yù)留縫隙;二是振幅較小,相應(yīng)調(diào)大振幅即可。
3、焊接電源報(bào)異常、過(guò)載、過(guò)熱
1)電源通電自檢后立即報(bào)異常
第一種可能是換能器正負(fù)極與電源間未正確連接,或脫落、或連接中斷,解決方案為檢查電源與換能器連接線、連接器是否完好,是否插牢。第二種可能是電源本身有問(wèn)題,簡(jiǎn)單的判別方式是代換法,用此電源去帶一個(gè)已經(jīng)運(yùn)行良好的換能器模具負(fù)載端試一下,如亦然報(bào)錯(cuò),基本可以判定電源本身有問(wèn)題,建議返廠檢測(cè)維修;如代換上去后,電源不報(bào)異常,說(shuō)明電源本身沒(méi)有問(wèn)題,再去排查其它可能。
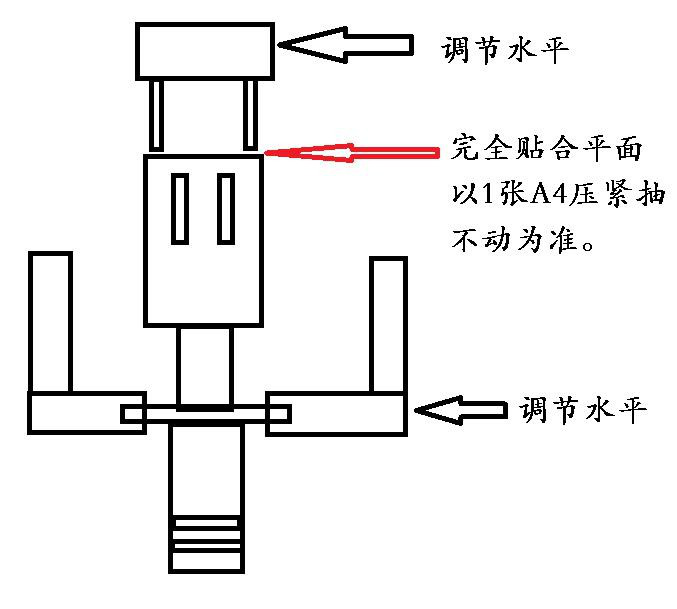
2)電源在設(shè)備運(yùn)行過(guò)程中出現(xiàn)報(bào)異常與過(guò)載
斷電重啟運(yùn)行一段時(shí)間后又重復(fù)出現(xiàn)此狀況,排查此類故障的方法總結(jié)為一句話三個(gè)要點(diǎn):調(diào)模調(diào)壓調(diào)振幅調(diào)模分為調(diào)模具水平和調(diào)模具間隙。調(diào)水平是指調(diào)節(jié)上下模之間前后左右 4個(gè)方向的水平一致,縫隙大小一致。如模具水平?jīng)]調(diào)好,易導(dǎo)致模具某一角或某一邊受壓過(guò)重導(dǎo)致報(bào)異常;調(diào)間隙是指上下模之間給待熔接產(chǎn)品預(yù)留的空間,例如口罩,只要預(yù)留一張 A4紙厚度即可,上下模在水平的情況下,壓住一張 A4紙,既不會(huì)壓破又抽不出來(lái)即可,實(shí)際需要的間隙是根據(jù)具體待熔接產(chǎn)品來(lái)定的。
調(diào)壓是指調(diào)節(jié)上下模之間的壓力,現(xiàn)焊接設(shè)備多使用氣壓來(lái)工作,一般設(shè)置氣壓壓力為 3-4 公斤,非特殊需要,不要輕易加大氣壓壓力,特別對(duì)熔接很薄的產(chǎn)品,例如口罩,壓力太大容易使上下模互損,嚴(yán)重傷害模具,縮短使用壽命,易導(dǎo)致報(bào)過(guò)載與異常。
調(diào)振幅是指通過(guò)調(diào)節(jié)焊接電源的輸出振幅來(lái)調(diào)節(jié)焊接模具頭的輸出振幅。實(shí)際工作中,由于實(shí)際操作者對(duì)設(shè)備不了解,誤以為把振幅調(diào)的越大越好,其實(shí)不然,振幅過(guò)大易導(dǎo)致過(guò)度熔接,或者產(chǎn)品很薄,本身模具縫隙就很小,例如口罩,也易導(dǎo)致上下模互損,電源報(bào)過(guò)載或異常。本機(jī)在熔接口罩時(shí),振幅設(shè)置在 50%左右即可, 熔接耳帶時(shí)振幅設(shè)置為 30-40%間即可。
3、電源異常發(fā)熱
異常發(fā)熱是指電源報(bào) E3 過(guò)熱報(bào)警狀態(tài)。第一種情況是一開(kāi)機(jī)就報(bào)過(guò)熱報(bào)警,電源并未實(shí)際工作,此多為電源本身故障,為保險(xiǎn)起見(jiàn),把此電源換一個(gè)負(fù)載試一下,如果還是如此,可確定是電源問(wèn)題,建議返廠檢測(cè)維修,如故障消除,則排查其它;另一種情況是發(fā)現(xiàn)電源搜索出的頻率過(guò)高或過(guò)低(范圍是指高于20.1K,低于 19.6K),工作時(shí)間幾分鐘即報(bào)過(guò)熱,極可能是模具頭損壞,或模具頭與換能器之間嚴(yán)重不匹配,建議用儀器檢測(cè)換能器與模具頭,查出問(wèn)題。在實(shí)際現(xiàn)場(chǎng),受條件所限,不易準(zhǔn)確判斷,建議還是用代換法,把此電源帶其它已正常使用的換能器與模具,如過(guò)熱報(bào)警消除,可確定為模具頭與換能器發(fā)生故障,則判定電源本身無(wú)問(wèn)題,反之則電源有問(wèn)題。
4、模具發(fā)出持續(xù)的尖銳聲
第一種情況多為焊接模具頭與換能器之間沒(méi)有緊固(不要以手?jǐn)Q的力度來(lái)判斷模具是否擰緊,一定要用工具緊固,是一個(gè)力氣活);另一種情況為此模具已損壞或內(nèi)裂,不能再使用,需更換。
5、關(guān)于 PLC 自動(dòng)線控制
建議流程為:1 啟動(dòng)超聲,2 氣缸下行,3 觸發(fā)計(jì)時(shí) ,4 結(jié)束超聲,5 釋放氣缸。不要出現(xiàn)氣缸下行到位后啟動(dòng)超聲,必須提前發(fā)振。
6、長(zhǎng)振使用時(shí)在加換料之前必需超聲先開(kāi)機(jī)搜索到正確頻率后方可加壓焊接,否則極易引起過(guò)載與過(guò)熱報(bào)警。